 The changes and the commercial challenges in the diecutting industry are coming fast and often. It is obvious while quality is a given, the focus is on speed to market, on turnaround, on response time, and on throughput is essential for market survival. One of the obvious areas to evaluate is the high cost of labor and a search for the most efficient use of the smallest group of people we can effectively manufacture with. This is particularly relevant to diecutting press operations, but it has stalled as it has run into the bastion of tradition and an inability to imagine a different approach to press manning. Each successful diecutting company has pared the
The changes and the commercial challenges in the diecutting industry are coming fast and often. It is obvious while quality is a given, the focus is on speed to market, on turnaround, on response time, and on throughput is essential for market survival. One of the obvious areas to evaluate is the high cost of labor and a search for the most efficient use of the smallest group of people we can effectively manufacture with. This is particularly relevant to diecutting press operations, but it has stalled as it has run into the bastion of tradition and an inability to imagine a different approach to press manning. Each successful diecutting company has pared the 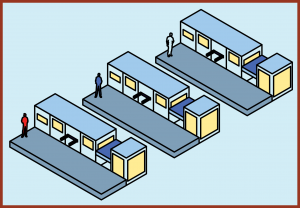 operating team down to the smallest number of technicians and sought every option for faster speed, increased yield and lower waste. Everything is changing, but one thing has been ignored: the basic layout and arrangement of the diecutting presses. To run this equipment successfully with the smallest team of people, while improving quality and consistency, and maximizing press speed and yield, the layout of the equipment has to radically change.
operating team down to the smallest number of technicians and sought every option for faster speed, increased yield and lower waste. Everything is changing, but one thing has been ignored: the basic layout and arrangement of the diecutting presses. To run this equipment successfully with the smallest team of people, while improving quality and consistency, and maximizing press speed and yield, the layout of the equipment has to radically change.Diecutting presses are traditionally arranged in a row, each press facing the same direction, with a minimum of one operator per press. See above. Unfortunately, while this seems logical it ignores the practical reality of our market environment. Our goal is to build teams and to foster a cooperative support structure to maximize output while minimizing labor cost. But the traditional layout in the illustration above effectively builds walls between each operator, and even though one operator may be struggling, while the operator on the next press is simply a production observer, it is difficult to easily see what is happening on the adjacent press.
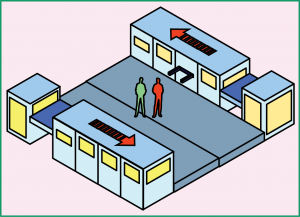 The first revolution, which many companies adopted, was to reverse one of the presses and join and expand each platform so there was more space to organize tools, equipmentand changeover. See left. This layout gives both operators a perfect view of what is happening on either press and they can flow to the press, which has a problem. There are immediately two people who can participate in changeover, two people to cover for each other, and in the majority of operations where this is a standard procedure, one and often both of the operators are usually primarily involved in preparing the next job for both presses, as the presses run. The cooperative involvement of two operators in this way generates rapid training and skill development, and cooperative problem solving and trouble-shooting.
The first revolution, which many companies adopted, was to reverse one of the presses and join and expand each platform so there was more space to organize tools, equipmentand changeover. See left. This layout gives both operators a perfect view of what is happening on either press and they can flow to the press, which has a problem. There are immediately two people who can participate in changeover, two people to cover for each other, and in the majority of operations where this is a standard procedure, one and often both of the operators are usually primarily involved in preparing the next job for both presses, as the presses run. The cooperative involvement of two operators in this way generates rapid training and skill development, and cooperative problem solving and trouble-shooting.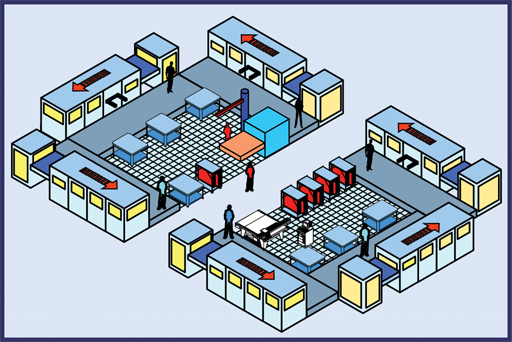
The most recent development is a Press Work Center, where three presses are arranged on three sides of an open space. See above. In the open area in the middle of the work cell pre-press activities are organized, there are usually one or two diemaking workstations, and often a CAD CAM workstation. This is the ultimate team effort, with all of the people who impact and are impacted by their collective decisions are on hand to see and experience the consequences of their decisions and actions.
 By involving pre-press, diemaking and CAD in press make-ready knowledge, skill, experience and competence rapidly grow, and the majority of the problems, which undermine fast make-ready and optimal speed and yield are gradually eliminated. This ability to see everything that is happening from every vantage point in the work cell means the number of people required to be involved is far less than a traditional approach to the same production capability.
By involving pre-press, diemaking and CAD in press make-ready knowledge, skill, experience and competence rapidly grow, and the majority of the problems, which undermine fast make-ready and optimal speed and yield are gradually eliminated. This ability to see everything that is happening from every vantage point in the work cell means the number of people required to be involved is far less than a traditional approach to the same production capability.Sure this is different from anything you have tried before, but as everything other approach has failed to generate optimal productivity isn’t it time to think laterally and get your head out of the sand? See left.
Source : Die-CuttingWorks